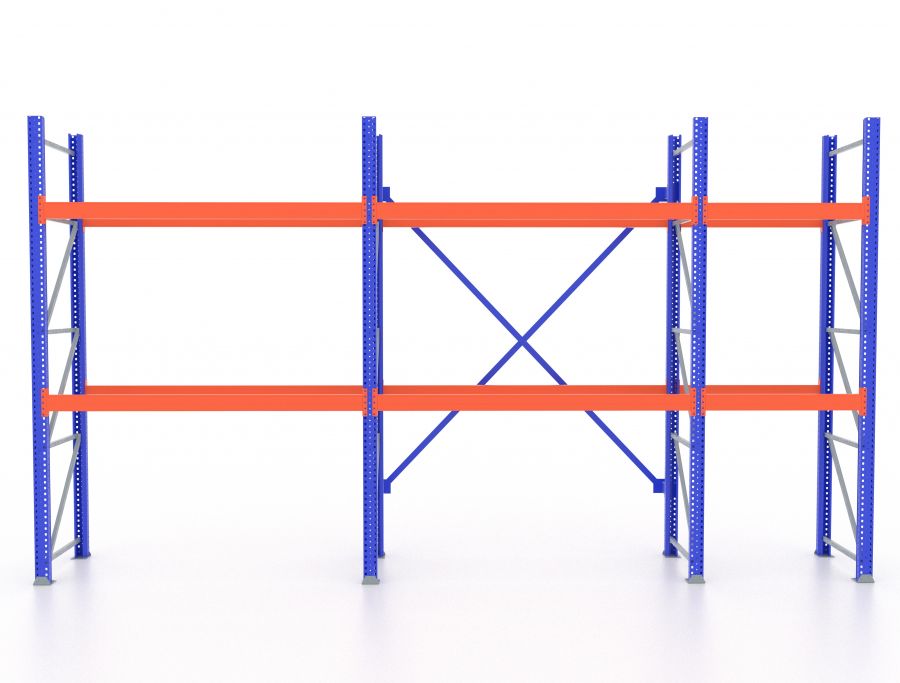
Sırt Sırta (Back to back) Raf Sistemleri
Sırt Sırta (Back to back) Raf Sistemleri
Sırt Sırta (B2B) Raf Sistemleri - Back to back Raf Sistemleri
Sırt Sırta Raf Sistemleri yani Back to back Raf Sistemlerinde üretici olarak en iyi çözümleri üretiyoruz. Bizimle iletişime Geçmeyi unutmayın.
Sırt Sırta (Back to back) Raf Sistemleri
- Malzeme kaliteleri, ST37, ST44, ST52, S420 ve S460 rulo saçlara uygulanan, soğuk şekillendirme işlemi ile ince cidarlı, yüksek mukavemetli ve yüzey alanı pürüzsüz ürünler oluşturulur.
- Kaliteleri ISO 6.8, 8.8 ve 10.8 olan ve raf elemanlarının montajı sırasında kullanılan cıvatalar, tork ayarlı makinalar ile sıkılır, torkmetre ile uygun sıkışma değerlerine getirildiği kontrol edilir.
- Kaynak robotu kullanılarak, kaynak kalitesi arttırılan ürünlere, tavlama işlemi yapılarak, kaynak mukavemeti arttırılır ve penetrasyon testi uygulamasına geçilir. Penetrasyon testi ile ani darbe ve yükleme durumlarında kırılmalar ve çatlamalara karşı dayanımları test edilerek, en iyi kaynak kalitesine ulaşılır.
- Raf elemanlarının SAP 2000 programı ile statik ve dinamik analizleri yapılır. Bu elemanların kesitleri, ilgili ülkenin belirlediği, Çelik Raf Standartlarına (TS EN 16681, TS EN 15620, TS EN 15620, TS EN 15629, TS EN 15635) , Türk Deprem Yönetmeliği’ne, AISI Standart ve Çelik Şartnamesi’ne gibi yönetmelik ve şartnamelere göre belirlenir.
- ST37, ST44, ST52, S420 ve S460 çeliklerine uygulanan elektro statik toz boya ile dayanıklı, parlak ve pürüzsüz malzemeler elde edilir ya da galvanizleme (pregalvaniz, elektro ve daldırma) yöntemi ile malzemelerin paslanmasını engelleyerek, rafın kullanım ömrü arttırılır.
- Temele uygulanan mekanik veya kimyasal ankrajlama yöntemi yönetmeliklere uygun biçimde yapılarak, zemindeki zedelenmeyi engeller ve uygun gömme derinliği sağlanır.

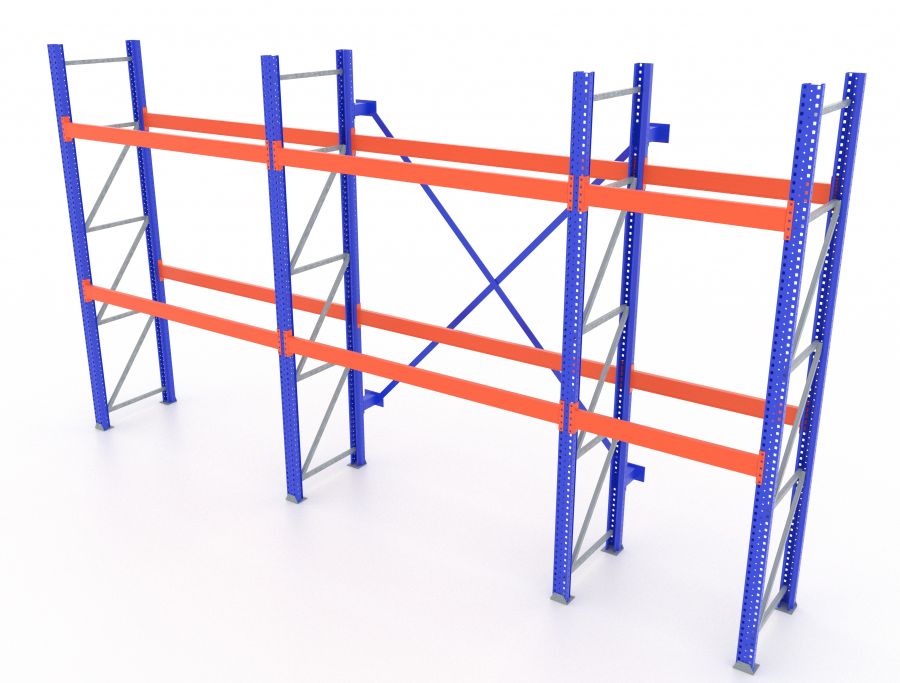
Sırt Sırta (Back to back) Raf Sistemleri
-Koridor mesafeleri tüm forkliftlere göre ayarlanabilir.
-Kat araları ihtiyaca göre ayarlanabilir.
-Forkliftin kaldırma yüksekliğine bağlı olarak istenilen raf yüksekliği elde edilebilir.
-Ürünlere istenilen anda ulaşılabilir ve stoklama kontrolü kolayca yapılabilir.
- Kaliteleri ISO 6.8, 8.8 ve 10.8 olan ve raf elemanlarının montajı sırasında kullanılan cıvatalar, tork ayarlı makinalar ile sıkılır, torkmetre ile uygun sıkışma değerlerine getirildiği kontrol edilir.
- Kaynak robotu kullanılarak, kaynak kalitesi arttırılan ürünlere, tavlama işlemi yapılarak, kaynak mukavemeti arttırılır ve penetrasyon testi uygulamasına geçilir. Penetrasyon testi ile ani darbe ve yükleme durumlarında kırılmalar ve çatlamalara karşı dayanımları test edilerek, en iyi kaynak kalitesine ulaşılır.
- Raf elemanlarının SAP 2000 programı ile statik ve dinamik analizleri yapılır. Bu elemanların kesitleri, ilgili ülkenin belirlediği, Çelik Raf Standartlarına (TS EN 16681, TS EN 15620, TS EN 15620, TS EN 15629, TS EN 15635) , Türk Deprem Yönetmeliği’ne, AISI Standart ve Çelik Şartnamesi’ne gibi yönetmelik ve şartnamelere göre belirlenir.
- ST37, ST44, ST52, S420 ve S460 çeliklerine uygulanan elektro statik toz boya ile dayanıklı, parlak ve pürüzsüz malzemeler elde edilir ya da galvanizleme (pregalvaniz, elektro ve daldırma) yöntemi ile malzemelerin paslanmasını engelleyerek, rafın kullanım ömrü arttırılır.
- Temele uygulanan mekanik veya kimyasal ankrajlama yöntemi yönetmeliklere uygun biçimde yapılarak, zemindeki zedelenmeyi engeller ve uygun gömme derinliği sağlanır.